| Hose and Coupling solutions for Global General Market |
| Hose and Coupling solutions for Global General Market |
|
WORKSHOP CRIMPERSHM 375LxWxH: 1600x600x1600 mm 
HM 3 Package = Machine + PB Ø 17, 20, 24, 28, 32, 40, 44, 50, 57, 71+ 237.239.2L2 INCLUDEDQDS 239 B QDC 239.5 STANDARDCONTROL B+Touch TA (depht stop)
To position the fittings inside the head and/or to complete the crimp cycle automatically. OPTIONSPTS system
Marking and crimping in one step according to UTS*** UTS enables a comfortable article entry via the PC. The data can be entered in a set MS Excel-sheet and be transferred with UTS to the UNIMATIControl-B + TOUCH. Therefore it is possible to compare the data from a number of machines, provide documentation (date + time), back-tracking and backup in one go. All crimpings can be documented with UTS, especially with the PFM option, which saves the pressure value as additional parameter. QDS 239 C Mobile die storage OIL COOLER Prevent the heating of hydraulic oil. PFM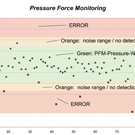 PFM (Pressure Force Monitoring) gives you the option to achieve a substantial quality improvement for a comparatively small investment of time and money. And here is how it works... QDS 239 S To store dies directly at the machine, to bolt on the wall (for 239 / 239 L and 232L) or on the table. PS*** To close the crimper. SHS Allows the operator to watch the correct position of the part to be crimped behind the machine. QDS 239 R To store dies directly at the machine, to bolt on the wall (for 239 / 239 L and 232L) or on the table. LUS / LUF Light for the rear site of the machine. OCS 10 retro Camera system - the alternative to the mirror, for a better sight line adjustment. |
Digital BrochuresFree download of the latest version of Adobe Acrobat Reader. HOSESEnglish, Italiano, Français, Deutsch, Español, Português COUPLINGSEnglish, Italiano, Français, Deutsch, Español, Português. MACHINES AND TOOLING EQUIPMENTEnglish |